





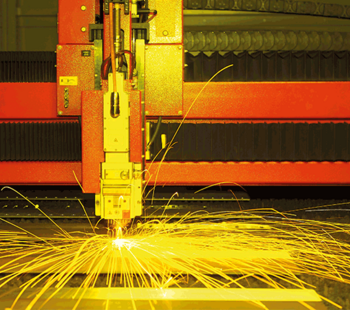








As a thermal cutting process, laser cutting is currently the most important shape cutting process for steel, stainless steel and non-ferrous metal sheets.
An alternative is water-jet abrasive cutting, which, however, has significantly slower cutting speeds than the laser for thinner sheet thicknesses.
In laser cutting of stainless steel, which is cut with nitrogen as process gas, the focus of the laser beam is on the underside of the sheet. This leads to a melting of the kerf from bottom to top. This is why we also speak of laser beam melting cutting, whereby the nitrogen gas is used to blow out the molten joint and, as a protective gas, prevents the cut edges from oxidising.
When cutting mild steel, which is cut using oxygen as the process gas, the focus of the laser beam is on the top of the sheet. The energy released together with the oxygen leads to a combustion process which accelerates the cutting speed even further.
This is why we also speak of laser beam flame cutting, similar to autogenous flame cutting. The inflated oxygen also has the task of blowing the iron oxide (slag) out of the joint (blow gas).
The MODERSOHN company has all the important cutting processes in its production.
Laser systems of 4 and 6 kW are available, which can process both sheet metal and pipes.
Stainless steel sheets can be processed from 0.5 - 25 mm thickness.